- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



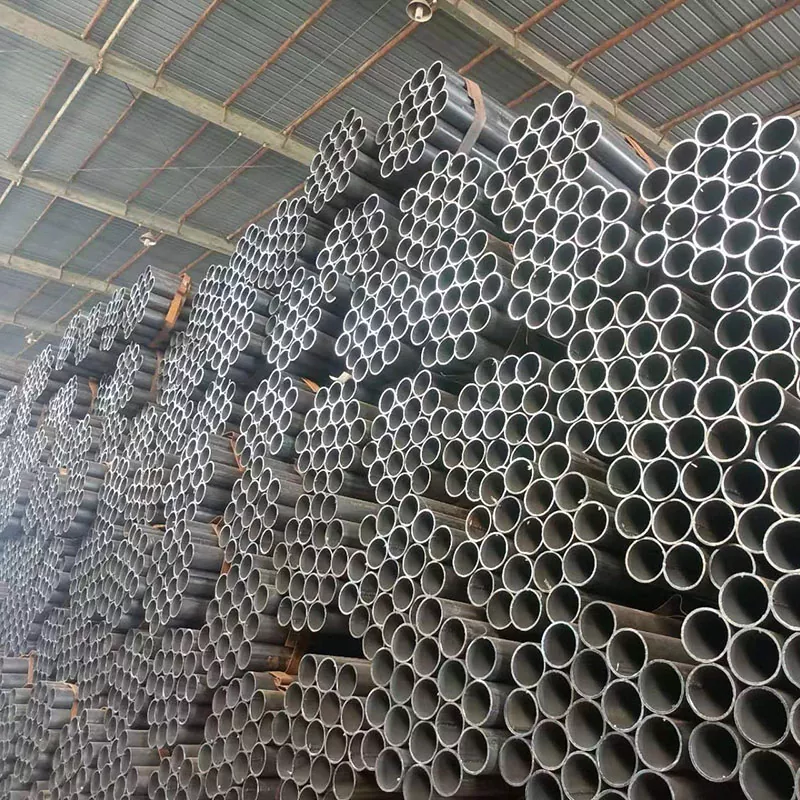


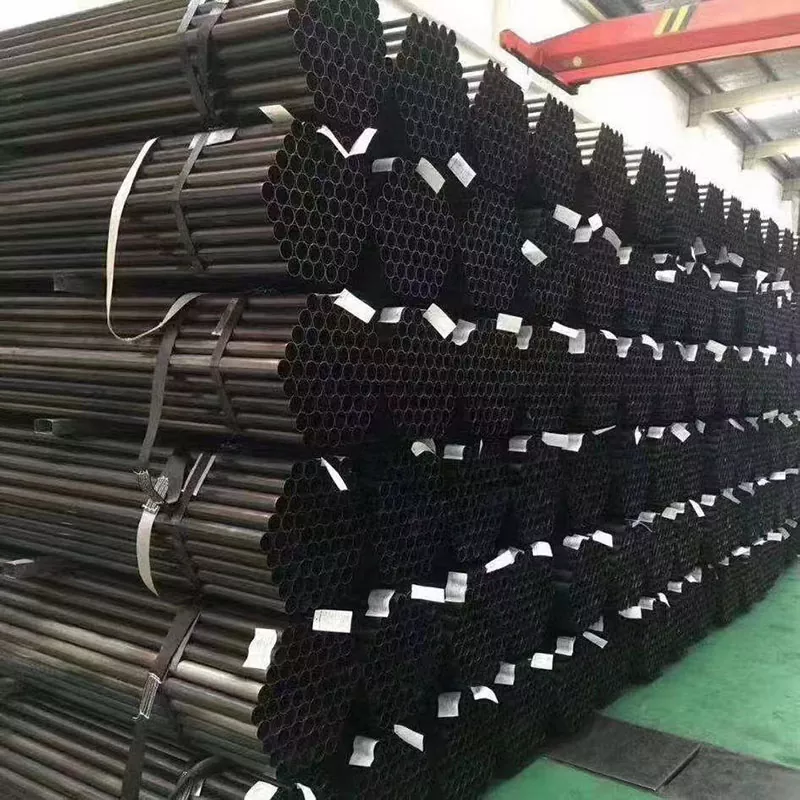
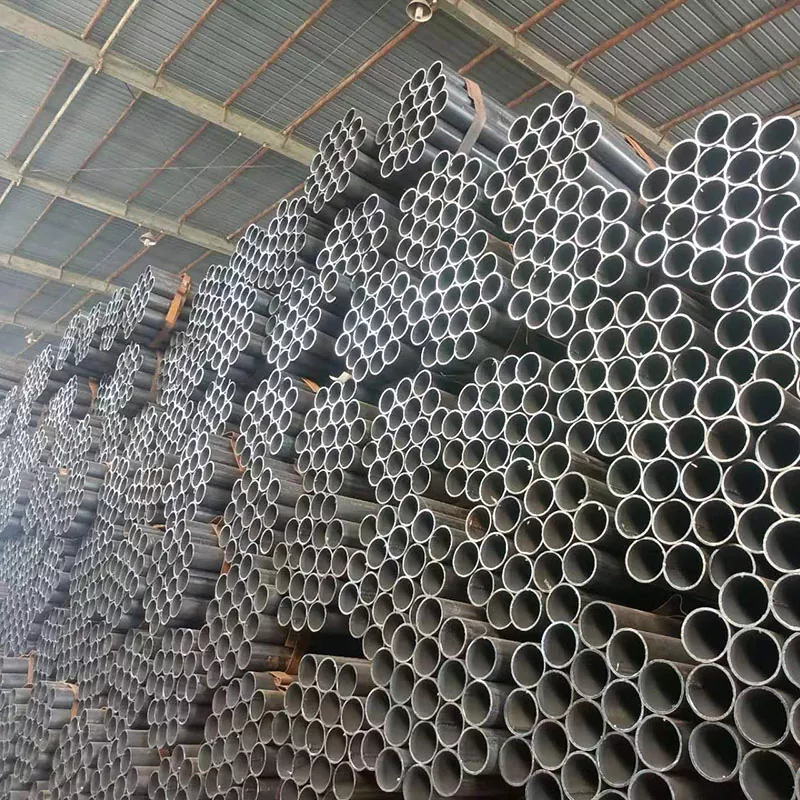
لوله جوشی طولی
لوله جوشی طولی تولید شده توسط سازنده Xinlida یک صفحه فولادی یا نوار فولادی نورد شده است که با فناوری جوش (مانند جوشکاری با فرکانس بالا یا جوشکاری زیرپودری) به یک خط مستقیم جوش داده می شود تا یک ساختار لوله ای شکل دهد. در مقایسه با لوله فولادی بدون درز، فرآیند تولید لوله فولادی بدون درز مستقیم ساده است و استحکام لوله فولادی کمی پایین تر است، اما ممکن است هزینه لوله فولادی پایین تر باشد.
ارسال استعلام
توضیحات محصول
فرآیند تولید لوله جوشی طولی از فرآیند اصلی "پیش تصفیه مواد خام-شکل دهی-جوشکاری- تکمیل" پیروی می کند و هر مرحله حول محور کنترل دقت و استحکام می چرخد. این روش شامل مراحل زیر است: اولاً، تهیه مواد خام، انتخاب یک نوار فولادی با قطر نورد گرم یا یک ورق فولادی با پهنای نورد گرم به عنوان یک نوار فولادی مورد نیاز برای برش دادن لوله به شکل پایه، دستگاه برش و سپس انجام عملیات تسطیح و زنگ زدایی برای حذف فلس های اکسید سطحی و ناخالصی ها به منظور جلوگیری از تأثیر بر کیفیت جوش. و سپس وارد مرحله شکلدهی میشود، که در آن نوار فولادی به تدریج از طریق یک دستگاه غلتکی پیوسته به یک لوله باز گرد (یا لوله لوله مربع یا مستطیل شکل) خم میشود تا اطمینان حاصل شود که لبههای لوله خالی و انحنا یکنواخت است و پایهای برای جوشکاری بعدی ایجاد میشود.

پس از شکل گیری، لوله خالی بلافاصله وارد پیوند جوش می شود و جریان اصلی جوش القایی با فرکانس بالا یا جوش قوس الکتریکی را اتخاذ می کند: جوشکاری فرکانس بالا از القای الکترومغناطیسی برای گرم کردن سریع لبه خالی لوله به حالت مذاب استفاده می کند و سپس جوشکاری با فشار دادن استحکام غلتکی و بستن پایه فلزی انجام می شود. جوشکاری قوس الکتریکی برای لولههای دیواره ضخیم مناسب است و اتصال با پر کردن حوضچه مذاب با الکترود یا سیم جوش انجام میشود. پس از جوشکاری، بازرسی جوش (مانند بازرسی اولتراسونیک و اشعه ایکس) باید انجام شود تا عیوبی مانند منافذ و ترکها از بین برود، طول لوله را کالیبره کنید، طول لوله را با دستگاه صاف کنید و در نهایت با دستگاه اندازهگیری کنید. پردازش سطح انتهایی و عملیات ضد خوردگی (مانند گالوانیزه کردن و رنگ آمیزی) را انجام دهید تا در نهایت محصولات لوله جوش مستقیم واجد شرایط را تشکیل دهید.


تگ های داغ: لوله جوشی طولی چین
دسته بندی مرتبط
ارسال استعلام
لطفاً درخواست خود را در فرم زیر ارائه دهید. ما ظرف 24 ساعت به شما پاسخ خواهیم داد.





